|
Produktdetails:
|
| Material: | UNS S31653, Edelstahl 316LN-IG | ||
|---|---|---|---|
| Hervorheben: | Hochleistungssuperlegierung,korrosionsbeständige Legierungen |
||
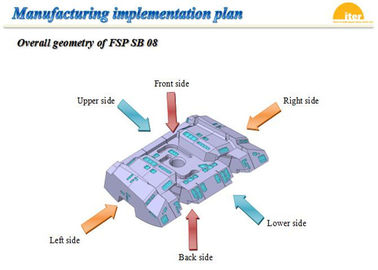
Schmieden und esenkschmieden des Edelstahls 316LN-IG für den ITER bedeckt System
PRODUKT
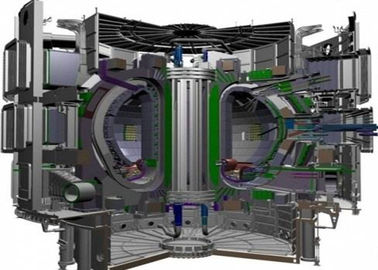
Schmieden und esenkschmieden des Edelstahls 316LN-IG für das umfassende System des internationalen thermonuklearen experimentellen Reaktors (ITER)
GLEICHWERTIGE BEZEICHNUNG
UNS S31653, 022Cr17Ni12Mo2N, W.Nr.1.4404, 1,4432, X2CrNiMo17-12-2
STANDARDspezifikation
ITER_D_G2VF8B V1.1
Stahlschmieden en 10222-1 zu den Druckzwecken, Teil 1: Allgemeine Anforderungen für Freiformschmieden
Metallische Materialien en-ISO 6892-1, dehnbare Prüfung, Teil 1: Methode des Tests bei Zimmertemperatur
Metallische Materialien en-ISO 6892-2, dehnbare Prüfung, Teil 2: Methode des Tests bei erhöhter Temperatur
Zerstörungsfreie Prüfung en 10228-4 von Stahlschmieden, Teil 4: Ultraschallprüfung von Austenit
und Austenit-ferritische Edelstahlschmieden
Zerstörungsfreie Prüfung en 10228-2 von Stahlschmieden, Teil 2: Durchringende Prüfung
Metallische Produkte en 10204: Art von Inspektionsdokumenten
Mikrografische Bestimmung Stahle en-ISO 643 der offensichtlichen Korngröße
Standardprüfmethoden ASTM E 45 für die Bestimmung des Einbeziehungsinhalts des Stahls
Standardprüfmethoden ASTM A342 für Durchlässigkeit von schwach magnetischen Materialien
CHEMISCHE ZUSAMMENSETZUNG (WT %)
| C | Ni | Co | Cr | MO | Notiz: | B | Ta |
| ≤0.03 | 12.0-12.5 | ≤0.05 | 17.0-18.0 | 2.30-2.70 | ≤0.10 | ≤0.0010 | ≤0.01 |
| Cu | Ti | Mangan | Si | P | S | N | |
| 0,30 | ≤0.10 | 1.60-2.00 | ≤0.50 | ≤0.025 | ≤0.010 | 0.060-0.080 |
FERRIT-GEHALT UND MAGNETISCHE DURCHLÄSSIGKEIT
Der Ferritgehalt, der unter Verwendung des Schaeffler-Diagramms, geändert durch Pryce und Andrews ausgewertet wird (Zahl RMC 1341,2, Abschnitt 3, RCC-MR 2007) ist kleiner als 0.5%.
Die relative magnetische Durchlässigkeit der Endformen wird bei Zimmertemperatur nach Lösungsglühen gemessen. Der Wert, der gemessen wird, ist niedriger als oder Gleichgestelltes bis 1,03 für Felder von über 80000A/m (1000Oe) gemäß Prüfmethode 2 oder gemessen mit einem niedrigen μ Durchlässigkeitsindikator gemäß Methode 3 von ASTM A342.
Ein Exemplar pro Los wird von einer Position nah an mechanischen Probestücken genommen.
Die Maße, die mit anderen körperlichen Methoden gemacht werden (z.B. permascope, magnetoscope, etc.) können angenommen werden lieferten Informationen wird geliefert über die Art und die Schutzmarke des Apparates vorgeschlagen und die Informationen über die Kalibrierung. Für diese Methoden wird 1 Test pro Schmieden angefordert.
STRUKTUR
Eine mikrografische Prüfung, mit Fotografien, ist zur Hauptrichtung der Erweiterung durchgeführtes paralleles. Die Struktur muss homogen sein.
(1) Korngröße
Die Korngrößezahl, die in Übereinstimmung mit en-ISO 643 bestimmt wird, ist oder größer als 3. gleich. Die Bestimmung wird an den Prüflingen durchgeführt, die von der nächsten Umgebung der mechanischen Probestücke genommen werden.
(2) nicht-metallische Einbeziehungen
Menge und Definition erfüllen die Bedingungen des ITER-Vakuumhandbuches; Definitionen treffen das Standard-ASTM E45-10: Microinclusions (einheimische Einbeziehungen nachweisbar durch mikroskopische Prüfmethoden): Methode D ist von ASTM E45-10 anwendbar. Schweregradzahl ist höchstens 1 für Einbeziehungsarten A, B und C und höchstens 1,5 für D.
LIEFERBEDINGUNG
In wärmebehandelten Zustand der Lösung und maschinell bearbeitet zum wie-gelieferten Profil.
DEHNBARE EIGENSCHAFTEN
| Prüfen Sie Temperatur ℃ | Dehnfestigkeit MPa | (0,2%) MPa Minute der Streckgrenze | Verlängerung (5d) minimale % |
| Raum | 525 -700 | ≥220 | ≥45 |
| 250 | ≥415 | ≥135 | - |
DURCHDRINGEN-PRÜFUNG
100% Inspektion flüssigen Durchdringungsmittels jedes Schmiedens wird in Übereinstimmung mit den Anforderungen von en 10228-2 aufgenommen. Der Gebrauch eines ITER genehmigten flüssigen Durchdringungsmittels ist obligatorisch, wie herein im ITER-Vakuumhandbuch spezifiziert.
VOLUMETRISCHE PRÜFUNG
100% der Ultraschallprüfung jedes Produktes wird in Übereinstimmung mit en 10228 zur Verfügung gestellt: Teil 4. Die Annahmekriterien, die von der Stärke abhängen, sind die definiert im Standard-en 10228-4. Die Qualitätsklasse 3 wird für die Schmieden angenommen, die für strukturelle Anwendung verwendet werden.
Diese Prüfung wird durchgeführt, wenn das Profil des Teils zufrieden stellende Testleistung ermöglicht. Sie wird in der folgenden Reihenfolge nach Priorität durchgeführt:
- nach der Schlussmaschinellen bearbeitung
- nach Wärmebehandlung für mechanische Eigenschaften, ob die folgende maschinelle Bearbeitung oder nicht durchgeführt wird.
Das gesamte Volumen des Teils ist abhängig von Ultraschallprüfung. 100% Überprüfungsabdeckung, die in §12.4 von Standard-en 10228-4 definiert wird, wird durchgeführt.
Die Strecken, die betrachtet werden und die Annahmekriterien, das von der Stärke des Teils abhängt, das überprüft wird, sind die definiert durch das Standard-en 10228-4 für normale Sonde.
WETTBEWERBSVORTEIL:
(1) entwickeln sich mehr als 50 Jahre Erfahrung der Forschung und in der Legierung der hohen Temperatur, Korrosionsbeständigkeitslegierung, Präzisionslegierung, refraktäre Legierung, seltenes Metall und Edelmetallmaterial und -produkte.
(2) geben 6 Schlüssellabors und Kalibrierungsmitte an.
(3) Hunderte von den Patenttechnologien.
(4) ausgezeichnete Qualität und Leistung, die notwendig ist, um dem stabilen Arbeiten von ITER zu garantieren.
(5) anerkannter zuverlässiger langfristiger Lieferant durch ITER CHINA.
GESCHÄFTS-AUSDRUCK
| Mindestbestellmenge | 1-teilig |
| Preis | Verkäuflich |
| Verpackendetails | Wasser verhindert, seetauglicher Transport, Nichträucherungsholzkiste |
| Kennzeichen | Gemäß des Auftrages |
| Lieferfrist | 90-120 Tage |
| Zahlungsbedingungen | T/T, L/C am Anblick, D/P |
| Versorgungs-Fähigkeit | 200 metrische Tonnen/Monat |
Ansprechpartner: Mr. lian
Telefon: 86-13913685671
Faxen: 86-510-86181887